
WABCO INDIA LIMITED. (1st Runner-up)
Title of case study: PRODUCTIVITY IN COMPRESSOR MANUFACTURING
Project implementation start and end date: 18.09.2015 To 10.12.2015
Is it in continued operation now?: Yes
1.Brief Description of the project:
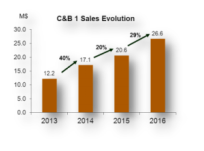
In Air Brakes application, requirement of air usage is increased and potential swift in usage of heavy duty air compressors (160cc & 230cc capacity) in commercial vehicles segment which results in increase of sales in Compression and Braking Unit 1 (C&B1). In C&B1 production unit, we do in-house machining of Crankcase, Crankshaft, Connecting rod, End cover & Cylinder head and Assembly & testing of compressor. Crankcase machining is being done in three island cells by using quite no. of SPM’s which occupies higher space and handling of variants iscomplex.
Also we had four compressor assembly lines established 10 years ago to manufacture 24 variants of compressors to cater 19 customers across India. In order to improve quality instead of upgrading all four assembly lines, we planned to develop single line byincorporating robust process controls withLEAN investment. If we adopt single assembly line concept for handling 40 variants delivering 19 customers is the challenge which will have16 changeover/ day whichwould consume6000min/month as setup changeover loss. In this scenario we have executed this project to fulfill the business need.
 |
|
Expected Results:
1.Robust process controls supported by Poka yokes & control charts including product& process traceability.
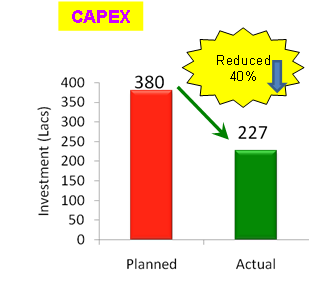
2.CAPEX avoidance of 153 Lacs
3.Floor space savings of 100Sqmt, CAPEX avoidance of 120Lacs.
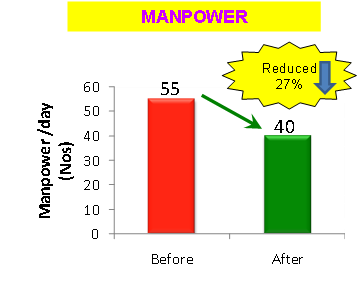
4.15 Manpower reduced, savings of 63 Lacs / annum
5.Energy cost savings of 26.9 Lacs / annum Total savings: 363 LACS
2.What made your company to take up this Project? Describe briefly:
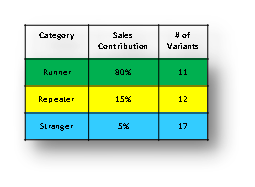
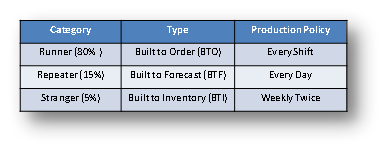
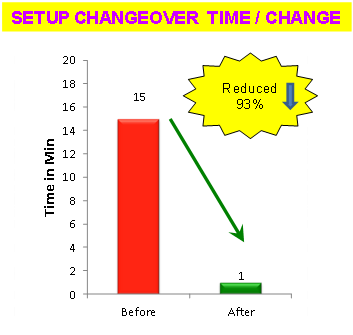
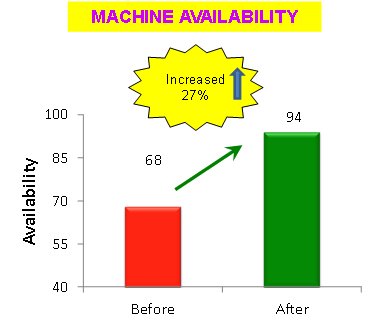
As per business need we need to upgrade our compressor assembly with single assembly line concept to cater 40 variants. Considering our production scheduling policy we need to produce both runner & repeater variants on every day basis to meet the customer requirements and to have minimal inventory of finished goods. As its consequence we need to do frequent setup changeover, as a result the line availability would be 68% by which we couldn’t meet customer requirements. In addition to that, we are single source for most of customers and having 95% share of market. In this context our company has approved compressor manufacturing flexibility improvement projects both in crankcase machining and compressor assembly.
3.How did you generate the solution which you implemented?
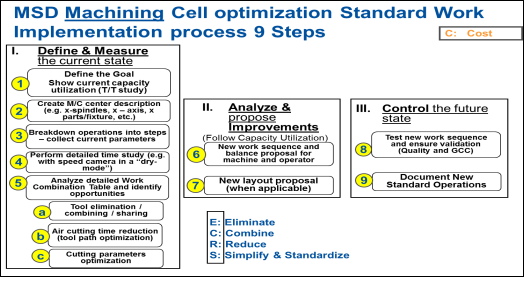
Crankcase Machining:WABCO’s unique standards (M&L standard, NVA elimination, process parameter optimization, ECRS method, introduction of new generation cutting tools) are used to optimize the cycle time, operations offloaded from SPM to VMC leading to reduction in number of machines, reduction in walking distance and capacity increase.
Compressor Assembly:
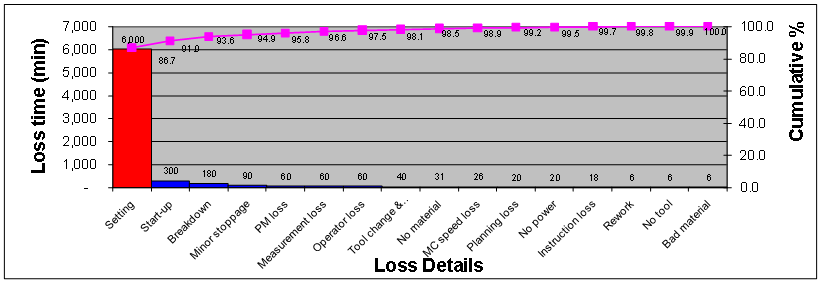
As per Pareto analysis of overall loss, Setup changeover is contributing for 87%.
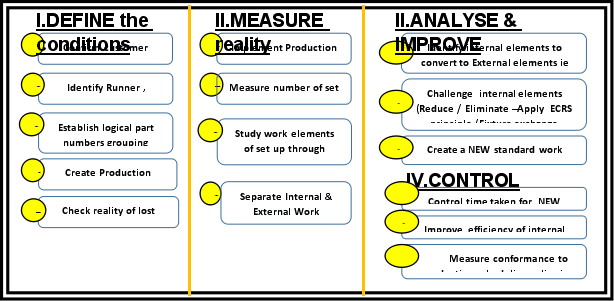
WABCO Standard 15 Steps methodology is the reference for our implementation of changeover time optimization.
15 Steps “Change Over” Time Optimization using Standard DMAIC
Short Term Solution:We operated in extended shifts to meet customer requirements which increases our labour cost by 16.8Lacs/annum
Long Term Solution:We have used “PUGH MATRIX” tool to evaluate alternate options to select optimum product changeover strategy
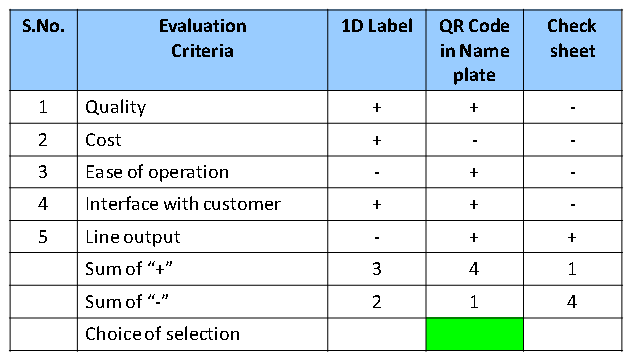
1) Usage of QR code in product name plate for real time product changeover in conveyor assembly line.
2) Adopted ECRS concept for process & tooling optimization
4. Describe how the selected solution was implemented. Some of the aspects could be:
Crankcase Machining:
In current machining process, we have 12machines (3VMC, 1HMC, 8SPM) operated by engaging,
3 operators / shift, where cells are placed in 3Island. The current cell layout is shown below:
“Flow Analysis” is done to capture MAN and MATERIAL movements

| Actions: 1.Introduce double component loading in VMC 2.Use New generation toolings like Ceramic & CBN tools 3.Combination of tools holders to increase metal removal rate 4.Re-balance the work content between operators and reduce 3 manpower / day. |
 |
Compressor Assembly:
Solution 1 : QR Code Implementation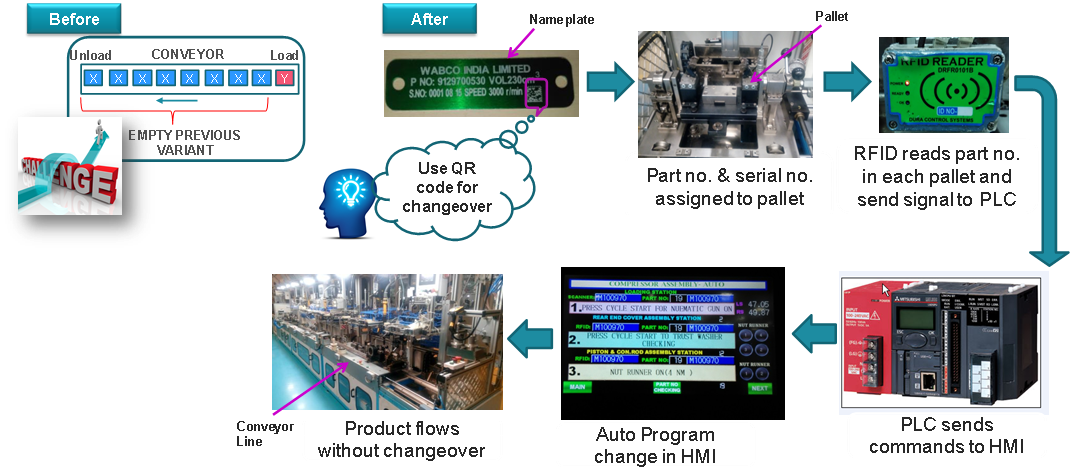
Solution 2 : Integration of Leak testing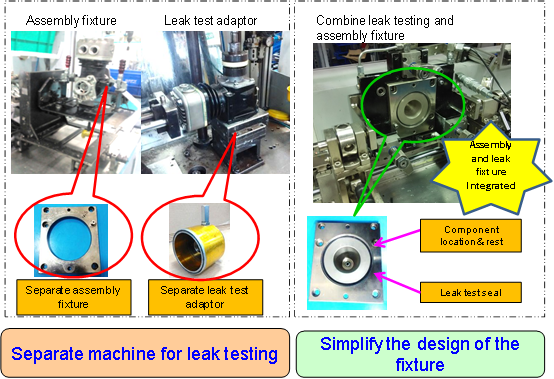
Solution 3 : Zero Point Clamping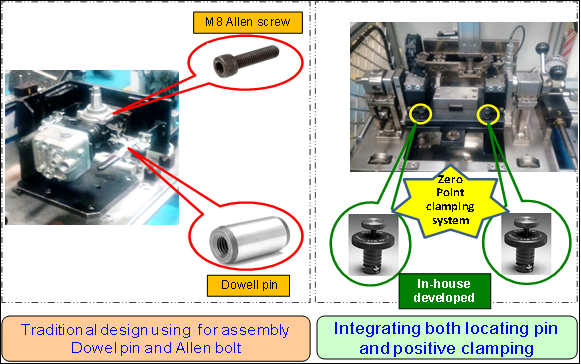
5. Value Creation and Business Results.

Tangible Benefits :
- 12 Manpower reduced in compressor assembly and 3 Manpower reduced in crankcase machining, savings of 63 Lacs / annum.
- Potential Opportunity Loss of 180 Lacs is eliminated.
- As we are meeting customer demand requirements with single assembly line, which releases floor space savings of 100 Sqmt. In Crankcase machining by eliminating SPM machines, we could save floor space of 140 Sqmt. This space will be used for future new products and CAPEX avoidance of 120Lacs realized.
6. Environmental considerations: (if any)
- As the sealing of component is inbuilt in fixture, manually tightening of sealing adapter using pneumatic nut runner is eliminated. Also the product changeover is real time, assembly line uptime is improved. Energy savings of 5 Lacs/annum.
- In Crankcase machining, SPM’s used for drilling & tapping are operated by heavy duty motors which consumes high energy are replaced by off loading in VMC machines which enables us to reduce energy cost by 21.9 Lacs/annum
- Operator morale is improved by eliminating the pallet movement without any value addition.
7. Can the ideas, principles, concepts or techniques developed by you be implemented in other areas in your company and in similar / other industry? Describe.
- Similar methodology is adopted in Clutch servo assembly line which incorporates 50 variants, where changeover is instant by scanning 1D bar code in child parts – Completed in Jan’17
- Horizontal deployment will be done for 318cc compressor assembly line during upgradation – Q3 2017.
8. Give any other information that supplements your project / case study to be a winning entry.
- Adoption of QR code for Single Takt Set-up changeover.
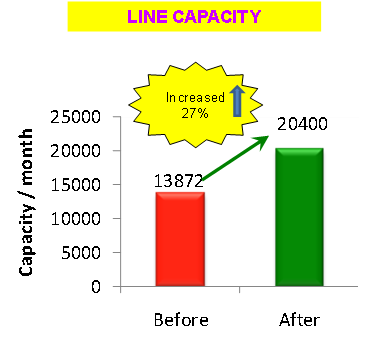
- Demand served out of 4 lines is replaced by 1 line; having high level of flexibility and enhanced quality controls inclusive of Real time SPC control.
- Up-gradation of assembly process with latest technology resulted in reduction of Labour & Power cost.
- Line is upgraded to Industry 4.0 having online update on product & process characteristics.
- Customized engineering solutions can be more cost effective rather than adopting standard solutions.
- Collaborative team effort which results in generation of frugal ideas makes the project unique.


